Trouble Shooting Your Heat Pump Lubricant
Trouble Shooting Your Heat Pump Lubricant
One of the most commonly asked questions in relation to lubricant applicability is “how do I know when the oil needs changing?”.
In relation to HVACR applications including heat pump systems this has particular importance. Oil is required for lubrication of the compressor components and other moving parts such as the expansion valve, and the system refrigerant is often highly miscible with the oil regardless of whether the refrigerant is CO2, HFO or hydrocarbon.
The proportion to which the refrigerant is miscible in the oil depends not only on the oil and refrigerant type, but also on the pressure and temperature conditions within the system. However, at all times some oil is circulating with the refrigerant throughout the system. This refrigerant and oil miscibility has impact on the system properties, such as dilution of the oil lowering its lubrication properties and potential reduction in evaporator capacity.
This is clearly understood and accounted for in the development of lubricants utilised for these systems, however the added complexity of the direct physical interaction between refrigerant and lubricant in the circuit, and presence of oil throughout the circuit means the integrity of the lubricant must always be considered during servicing of heat pumps. It is important to check the lubrication quality of heat pumps on a regular basis.
In this article we review themes common to lubricant analysis as part of a service routine, with particular emphasis on heat pump applications.
LUBRICANT OIL MONITORING AND ANALYSIS
Lubricant oil condition monitoring is used to determine if a lubricant has deteriorated to an extent whereby it is no longer fulfilling its functions – which is not only to effectively lubricate the mechanical components of the compressor, but to serve other potential functions such as cooling, sealing and noise reduction.
Oil analysis can also provide important information about the condition of not only the oil but also the moving parts within the system, and may be used to indicate where excessive wear or damage is occurring.
The following methods are simple analytical techniques which in combination can provide sufficient information on which to base decisions concerning lubricant integrity.
VISUAL APPEARANCE
Common ASTM Method: ASTM E284 (no units of measurement)
Contamination by water (or other incorrectly selected non-compatible top-up fluids) can often be seen simply by visual inspection of any oil sample, with water contamination appearing either as a distinct layer in very hydrophobic oils such as mineral oils, or more likely as an emulsion (milkiness, haze or striations) in more hydrophilic lubricants such as synthetic PAGs and POEs.
Visual inspection also allows for examination of any debris within the oil, which is commonly a result of mechanical wear of metallic surfaces or possible degradation of elastomeric components within the system. Debris (solid particulate) can be filtered from the oil sample to enable more detailed analysis. A visual appearance of rust within the sample is an indicator of likely contamination by water having oxidised ferrous metal within the system. Significant appearance change may therefore be a function of gross water contamination, cross-contamination with other lubricants, or degradation of the lubricant or system componentry.
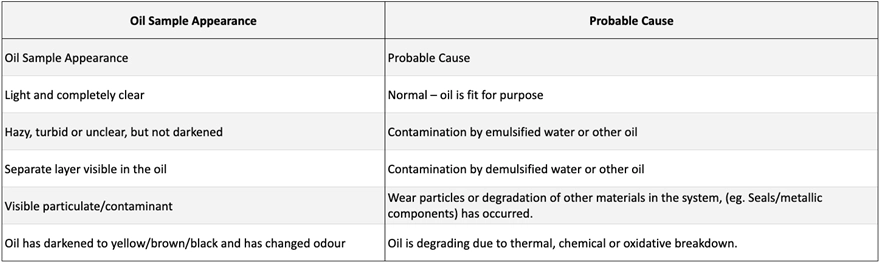
COLOUR
Common ASTM Method: ASTM D1544 (unit of measurement : Gdr, Gardner scale)
A colour rating of <1 Gardner is common for new unused oil, and describes a coloulress to pale yellow appearance of the lubricant. The majority of synthetic basefluids such as PAGs and POEs used in heat pump compressors can usually be expected to be almost “water white” (completely clear and colourless) due to their synthetic nature, although slight yellow colouration in fresh oil can be a result of additisation used at low levels to enhance technical properties such as the antiwear characteristics or resistance to oxidation.
Colouration of a used oil sample to darkened yellow, brown or even black is a clear indication that the oil has degraded, either due to oxidation (if air ingress has been allowed into the circuit), or breakdown due to other extremes such as thermal breakdown (elevated temperatures beyond the operational window of the lubricant ) or chemical breakdown (due to the presence of chemically aggressive components or impurities in the heat pump circuit).
WATER
Common ASTM Method: ASTM E203 (unit of measurement : weight % or ppm)
Water specifications are typically low for heat pump lubricants compared to other types of industrial lubricants, this is due to the problems which may be caused within a refrigeration circuit if water is present, such as freezing out in coldest parts of the circuit or corrosion of metallic components. POE (polyol ester) type lubricants require a particularly low water specification, typically around 50ppm maximum, due to the fact that POE fluids are chemically reactive with water, and in a transesterification reaction with water will produce acidic species.
PAG lubricants represent a much more technically appropriate choice in this regard as they are completely non-reactive with water, but can also protect the system if water ingress does occur by “hydrogen bonding” the water within the PAG lubricant, whereby it is not reacted with the PAG lubricant but is also not free to cause corrosion or freeze out within the system. Excessive water content in an unused oil may be evident by hazing (or even layer separation) in the used oil sample, and is an indication that air ingress into the circuit has occurred (potentially through a circuit leak or poor top-up procedures) allowing humid air ingress into the system. Excessive water content in the oil is of most concern with POE lubricants rather than PAGs, but monitoring for PAG lubricants is a useful indicator of the system integrity rather than for its potential impact on the future performance of the lubricant.
TOTAL ACID NUMBER
Common ASTM Method: ASTM D664 (unit of measurement : mgKOH/g)
Total Acid Number (TAN) reports the acidity of the oil sample. Fresh oil will have a TAN of commonly not higher than 0.1 mg KOH/g and this parameter, combined with viscosity determination, is a good indicator of used oil quality. TAN values inevitably increase during the lifetime of the heat pump circuit, due to the impact of thermal extremes on components resulting in minor unwanted chemical reactions which result in the formation of acidic species.
Oil is the major contributing component in this regard and degradation of the lubricant will be evidenced by a clear increase in TAN value. This is particularly true for POE type lubricant whose breakdown results in a large proportion of the acidic component used to produce the POE. For PAG lubricants the formation of acidic species is less of an issue but increases may still be observed within the lifetime of the lubricant. There is no clearly defined industry standard TAN limit at which an oil would be deemed unfit for further use, but it is reasonable to assess that an increase in TAN value to a stabilising 0.2-0.25 mgKOH/g is tolerable and indicative of only a very low level of oil degradation, whereas values approaching and in excess of 0.3mgKOH/g are sufficient justification for an oil changeout.
VISCOSITY
Common ASTM Method: ASTM D445 (unit of measurement : Centistokes, cSt)
Viscosity determination is the clearest indicator of oil degradation and should always be checked in combination with oil appearance and TAN value.
Lubricants are manufactured and supplied in accordance with ISO standardised viscosity grades, and manufactured to target the middle of the required viscosity range. Common standardised ISO viscosity grades are defined as follows:
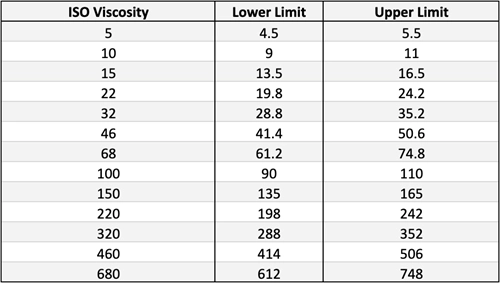
Lubricant degradation is commonly (but not always) accompanied by a decrease in viscosity due to possible shearing of polymers in the basefluid, and also chemical breakdown of the basefluid structure. For some basefluids type such as PAGs a significant reduction in viscosity evidencing basefluid breakdown may be preceeded by a slight increase in viscosity. It is good practice that once the viscosity of an oil has shifted to no longer being within the ISO range specified for it that the oil is considered to have degraded to an extent whereby the oil’s ability to provide an adequate lubricating boundary between metals surfaces has been compromised, and oil changeout is therefore required.
VISCOSITY INDEX
Common ASTM Method: D2270 (no units of measurement)
The viscosity index (VI) is measure of a fluid’s change in viscosity relative to temperature. It is used to characterize the viscosity-temperature behaviour of all lubricating oils. The lower the VI, the more the viscosity is affected by changes in temperature. Viscosity Index may be calculated if the viscosity at two know temperatures ( commonly at 40 degC and 100 degC) of the sample is measured. A significant Viscosity Index reduction in used oil (compared to new oil) is a very clear indicator of lubricant degradation.
Both the viscosity and viscosity index determinations of heat pump lubricants can be significantly affected by the presence of residual refrigerant in the lubricant sample. It is essential that any remaining refrigerant is removed from the lubricant by degassing of the sample, in order to avoid erroneous viscosity results.
METAL CONTENT - WEAR DEBRIS ANALYSIS / ADDITIVE DEPLETION
Common Method: Inductively couple Plasma Analysis (ICP) (units of measurement: ppm)
ICP analysis of used lubricant samples is a technique commonly utilised to measure the individual metals content. It is most useful for assessing concentrations of wear metals such as Iron (Fe), Aluminium (Al) and Copper (Cu), and is also a useful tool for assessing whether lubricant additives containing metals such as sulphur (S) & phosphorous (P) have depleted to a level whereby their function has been compromised.
Simple visual assessment of particulate debris in used oil samples can also be a simple indicator of likely wear metals:
Ferrous particles = red/black]
Aluminium particles – white
Yellow = copper
The following size classification is commonly used for wear debris analysis:
- fine: less than 5 microns
- small: less than 20 microns
- medium: 20-50 microns
- large: above 50 microns
As a very broad indication, particles over 20 microns could indicate a potentially high level of wear which may be resulting in damage.
With the exception of metals such as Sulphur and Phosphorous which can often be found in the lubricant additives, typical values of all metals in used oil samples should reasonably be expected to be very low (<10ppm, ideally <2ppm). Excessive ppm determinations , particularly of metals used within the system components are an indication of wear or degradation occurring to components within the compressor.
Reduction in additive levels for sulphur and phosphorous containing additives can occur due to metal interaction over time. This may be simply determined from the known concentrations in the fresh oil compared with determination in a used oil sample. Excessive depletion of additive concentrations may be an indicator that oil changeout is required.
FINAL THOUGHTS
A wide range of advanced techniques, particularly spectroscopic methods such as FTIR (Fourier Transform Infra-Red) and NMR (Nuclear Magnetic Resonance) may also be utilised to understand in detail the extent to which lubricant fluids have deteriorated, however this is commonly unnecessary as the methods presented above demonstrate how routine checks on simple aspects of a heat pump lubricants properties may effectively be used as a routine monitoring technique to understand when a lubricant change may be required.
Shrieve has a vast array of Laboratory capabilities and analysis to support you with your lubricant choice decision. We can obviate the need of this being done by the customer and offer expertise and support in being your lubricant solution provider of choice. Please contact either Dr Liz Dixon – Director of Global Technologies – ldixon@shrieve.com or Robert Chevasco – Sales Manager OEM – rchevasco@shrieve.com